Путешествие по фабрике камер Hasselblad в Швеции
Handmade
Handmade, ручная работа. Увы, в современном мире унификации, стандартизации и автоматизации ручная работа осталась уделом дизайнерских вещей и предметов искусства. В этом смысле шведские фотокамеры среднего формата Hasselblad действительно являются соединением высоких технологий и работы мастера, поскольку вся сборка и часть контрольных операций на фабрике выполняются вручную. Более того, встроенное программное обеспечение учитывает особенности калибровки собранной камеры, поэтому прошивка каждой камеры уникальна, а её копия хранится на заводе. Фотограф, имеющий в своём арсенале Hasselblad, обладает действительно штучной вещью ручной работы из Швеции, оценить достоинства которой сможет по непревзойдённому качеству отпечатков большого формата сделанных в самых сложных, порою экстремальных условиях.
Это не удивительно, если вспомнить, что первые камеры Hasselblad предназначались для аэрофотосъемки и были изготовлены по заказу шведских военных еще в 40-м году прошлого века. Точная механика для Hasselblad также не была чем-то незнакомым, поскольку компания производила часы.
Сразу в лидеры
Первый «гражданский» фотоаппарат Hasselblad появился в 1948 году. Это была среднеформатная однообъективная зеркальная камера, оснащённая фокальным затвором. Размер кадра 6×6 см. Уже в этой первой модели (Hasselblad 1600F) были заложены уникальные свойства и, можно сказать, принципы Hasselblad: кассеты магазинного типа позволяли оперативно менять не только тип фотоматериала, но формат кадра и даже плёнки. Эта фирменная черта сохранилась для «Хассельбладов» всех серий — одни и те же корпуса (body) можно использовать для съёмки на обычную плёнку, комплекты моментальной фотографии Polaroid, а в наше время на ПЗС-матрицу. Нужно всего лишь пристыковать к корпусу требуемый плёночный или цифровой задник.
Hasselblad на Луне
Отдельная, хотя и вполне логичная для этой компании глава её истории — Hasselblad в космосе. Ведь агентство NASA выбрало камеры Hasselblad не только из-за высокого качества среднеформатного негатива, но и благодаря преимуществам конструкции, обеспечивающей быструю замену объективов, видоискателей и, главное, самого типа фотоматериала (кассеты магазинного типа позади корпуса).
Единственными обычным фотоаппаратами, побывавшими на поверхности Луны, стали камеры «Хассельблад». В лунном варианте обошлись без зеркала, так как оно мешало установке специального объектива Zeiss Biogon 5,6/60. Видоискатель также отсутствовал, поскольку кадрирование осуществлялось изменением положения скафандра астронавта, к которому камера крепилась жёстко. Так же, как большинство аэрофотокамер, космические «Хассельблады» оснащались стеклянным экраном, расположенным в фокальной плоскости. Фотоаппараты Hasselblad 500EL не имели герметичного бокса, механизм работал буквально в условиях космического вакуума.
Надеемся, теперь вам непременно захочется познакомиться с заводом Hasselblad, отчёт о посещении которого представлен ниже.

Завод фотокамер Hasselblad расположен в Гетеборге — втором по величине городе Швеции. Компания работает здесь с 1841 года, но она стала производителем камер только в 1941 году. Сегодня в штаб-квартире, расположенной вниз по течению от центра города, производятся камеры серии H и новая беззеркальная модель X1D.
Во время недавнего визита на эту фабрику меня внимательно осмотрели и мне посчастливилось получить разрешение на детальную съемку производственной линии. Компания знала заранее, что я приеду, поэтому все секретные разработки и детали были убраны, но мне было интересно поговорить с персоналом, и узнать о компонентах камер, о том, что они делают, и о том, как они сделаны.
На заводе меня поразили три вещи. Во-первых, он намного меньше, чем другие подобные предприятия, которые я посещал в прошлом. Меня сопровождали почти все время, пока я был там, но я не увидел привычной стойки регистрации, через которую обычно проходят посетители, и мне даже не приходилось носить табличку-бейдж посетителя. Думаю, это потому, что все знают друг друга и незнакомцы выделяются.
В компании работает 180 человек по всему миру, на этом заводе работают только 40 человек, и 30 из них работают именно на производстве камер.
Второе, что заинтересовало меня — это количество общих компонентов, разработанных для использования в камерах H6D и X1D, что делает производство более эффективным. В-третьих, это ручной характер производства. Я привык к фабрикам, работающим на роботах и с применением автоматизации, но здесь был мир ручного инструмента и людей.

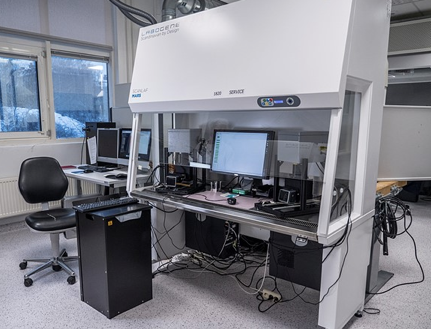
Заводской цех
Это основная область сборочной линии, где производятся H6D и X1D. Я ожидал увидеть процессы линейно (как на обычном конвейере), от начала и до конца, но на самом деле разные компоненты собираются по мере необходимости, и каждый работник выполняет целый ряд задач. На этой фотографии не показана вся фабрика, так как имеется отдел исследований и разработок, в который я не мог бы попасть, но именно здесь собираются текущие модели. Hasselblad разрабатывает все компоненты самостоятельно, но большинство из них производится сторонними поставщиками, в основном из Швеции.
На этом рисунке аудиосистема X1D тестируется на переднем плане, а слева корпус H6D собирается вместе. Дальше изготавливают блоки затворов.

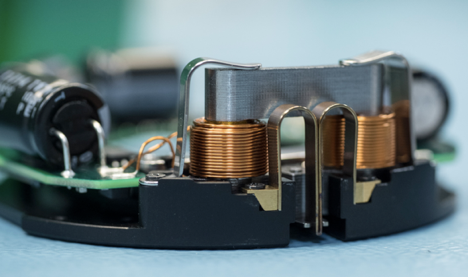
Производство затвора
Блоки затвора начинаются с литого пластикового кольца, на которое крепятся компоненты. Компания производит затворы двух размеров, оба из которых могут использоваться в объективах HC и XCD для камер H и X1D. Меньшая, 20-миллиметровая заслонка, использует один пьезоэлектрический двигатель для открытия и закрытия диафрагмы, в то время как 28-миллиметровая версия имеет два.
До сих пор в XCD использовался только 20-мм объектив, но я сказал бы, что будущие модели будут использовать и более крупные. Вскоре выйдет быстрый 80-миллиметровый XCD-объектив, и он станет кандидатом на большой затвор, поскольку его максимальная диафрагма будет шире, чем f/2.
Измерение натяжения спуска
Рабочий, собирающий блоки затвора, проверяет натяжение механизмов спуска затвора своими большими пальцами, поскольку со временем он стал чувствовать, что такое правильное натяжение. Как только он считает, что все правильно, он проверяет каждый выключатель со счетчиком, чтобы проконтролировать свои ощущения.

После ручного тестирования натяжения спуска затвора техник проверяет измерительным инструментом.

Лепестки диафрагмы — цветок «ирис»
Каждое лезвие диафрагмы объектива клепается вручную. Затем оно очищается и крепится к основному механизму затвора.
Тестирование точности затвора
Каждый блок затвора проверяется на точность и постоянство срабатывания с использованием коллиматора и устройства, которое измеряет форму и размер отверстия радужной оболочки. Каждое значение диафрагмы проверяется несколько раз, как и каждая выдержка. Если устройство не проходит проверку, оператор на испытательном стенде либо исправит его, либо отправит обратно для расследования причин неисправности.
На видео ниже представлена короткая последовательность из теста точности затвора, измерения времени открытия затвора и размера диафрагмы. Другие долгосрочные тесты проводятся примерно раз в неделю и включают в себя установку затвора в машину, которая запускает его на несколько дней подряд. Мне сказали, что срок службы затвора объективов Hasselblad составляет более 1 миллиона срабатываний.
Рукоятки H6D
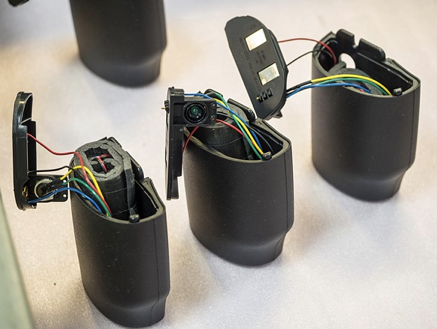
В тот день, когда я был на заводе, были сделаны рукоятки для H6D. В каждой из них много схем и проводов, пространства едва хватает, чтобы поместиться в рукоятке.
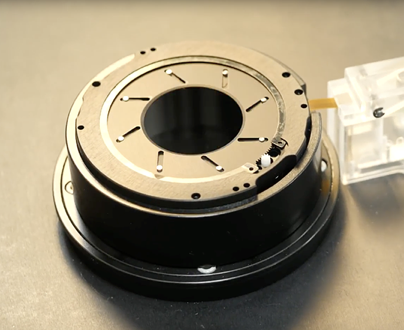
50MP задник для аэрофотокамеры A6D

Вот задняя часть собираемой камеры для аэрофотосъемки A6D. Основными частями, которые входят в задник, являются блок датчика 50MP, плата обработки и плата управления. Я был поражен, что компания использует карты Micro SD на 32 ГБ в этих задних панелях, но мне сказали, что файлы калибровки и прошивки, используемые задником, очень большие.
Ленточные кабели и платы соединяются вручную и вставляются в задник во время деликатного, мучительного процесса.
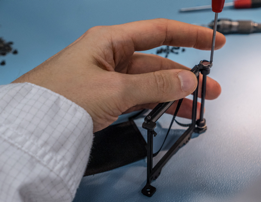
Адаптер Tilt and shift

Вот адаптер наклона и сдвига HTS 1.5, соединяемый вместе. Адаптер обеспечивает движения «большого формата» для шести объективов H-системы. Это позволяет смещать до 18 мм в обоих направлениях и наклонять до 10 °, увеличивая фокусное расстояние примерно в 1,5 раза из-за его толщины.

Опять же, устройство собирается вручную, причем каждый винт фиксируется на месте с помощью резьбового клея.
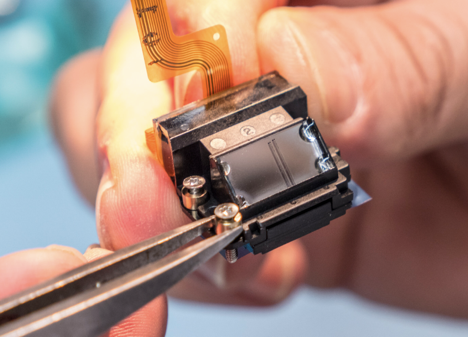
Сборка вспомогательной заслонки
Между зеркальным элементом и датчиком камер серии H находится вспомогательный затвор, который должен быть поднят точно с нужным натяжением. Как вы догадались, этот узел затвора также собирается вручную из нескольких мелких компонентов, а затем проверяется на ощупь при регулировке натяжения.

Человек, работающий на этом посту сборки, сказал мне, что ему нужно, чтобы натяжение составляло около 0,9 Ньютона. А затем он проверил тот, который только что сделал, и обнаружил, что его напряжение составляет всего 0,02 Н. Он сказал, что ему потребовалось несколько месяцев непрерывной работы, чтобы научиться «понимать» силу натяжения прямо на ощупь.

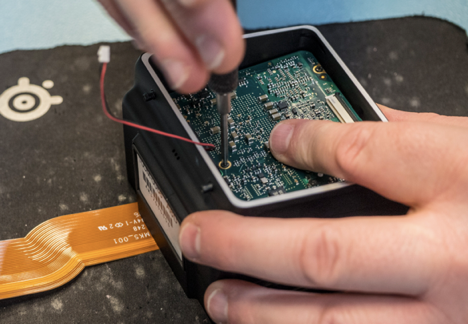
Монтаж модуля AF и механизма затвора
Алюминиевое шасси H6D производится на литейном заводе недалеко отсюда и практически не изменилось со времен оригинального H1. Окончательная сборка корпуса выглядит очень сложной, поскольку между платами проходит множество ленточных кабелей, а также нужно разместить вспомогательный затвор, зеркальные механизмы и модуль автофокуса. Шасси, стальное крепление и корпус изготовлены также в Швеции.
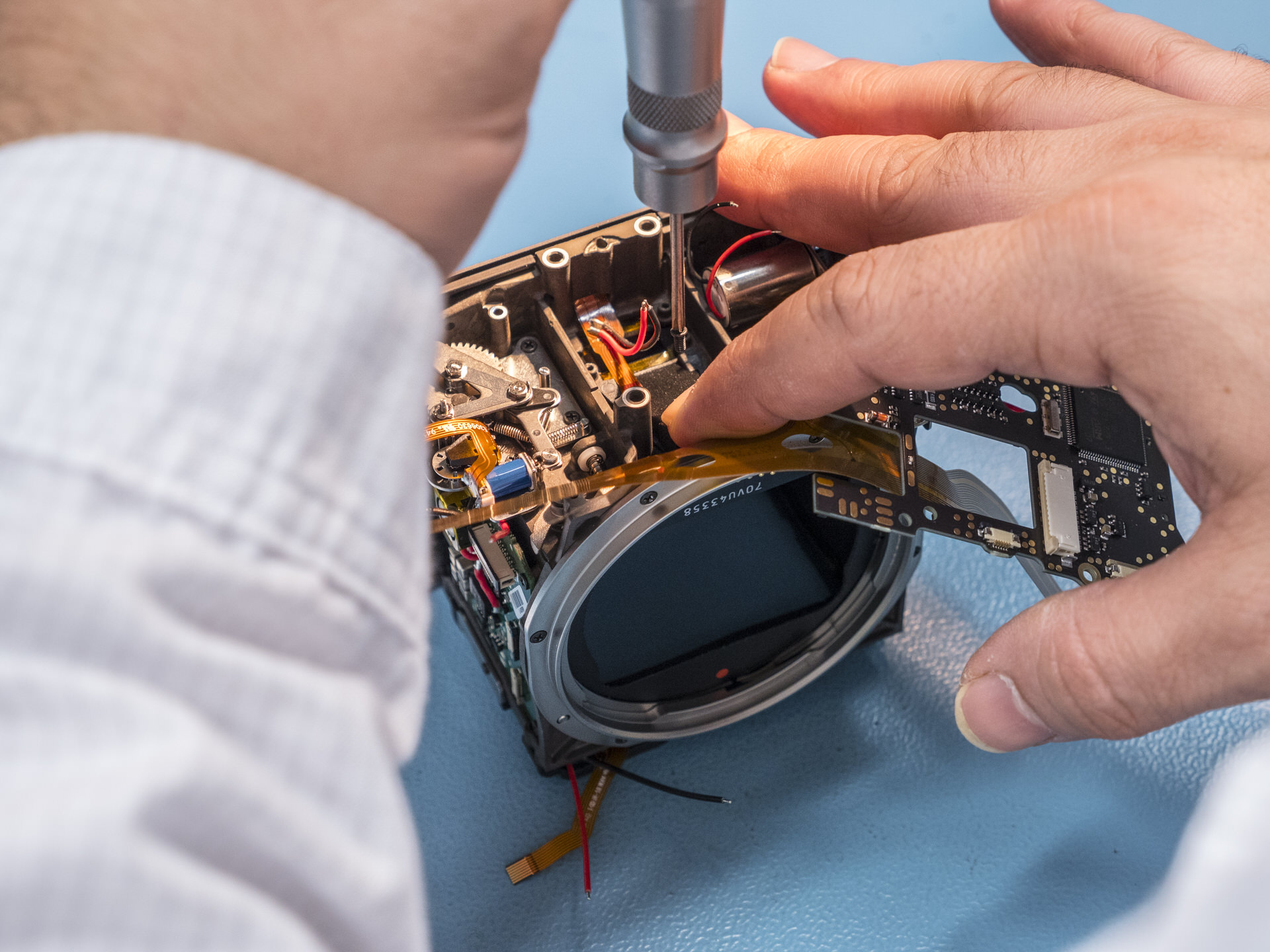
Здесь показано шасси, оснащенное электроникой и готовое для установки в корпус и для прикрепления рукоятки.
На этом снимке показан модуль автофокусировки H6D, который находится за главным зеркалом.
Механические испытания H6D

На этом снимке корпуса H6D ожидают механических испытаний и измерений. Длина корпуса не может меняться более чем на 0,02 мм, чтобы автофокус работал корректно.
Специальная машина измеряет положение модуля автофокусировки и зеркала автофокуса, а также сопоставляет вид видоискателя с датчиком через положение зеркала.
Затем каждый корпус прикрепляется к металлическому блоку для калибровки датчика ориентации — процесс, который помогает настроить функцию True Focus. Эта функция измеряет угол, в котором камера движется во время процедуры блокировки и изменения фокусировки, так что дополнительное расстояние между плоскостью изображения и объектом может быть компенсировано при фокусировке.
Калибровка H6D
В чистой комнате каждый готовый корпус H6D проходит свою индивидуальную процедуру калибровки. Сначала датчик и фильтры проверяются на наличие пыли и грязи и очищаются до тех пор, пока они не станут чистыми. Затем датчик проверяется на наличие битых пикселей и измеряются цветовые характеристики, динамический диапазон и яркость.
Каждая камера имеет свою собственную программу калибровки, которая загружается в неё и запускается при каждом включении камеры. Данные калибровки сохраняются на заводе-изготовителе в случае необходимости их повторной загрузки в камеру.
Для калибровки каждого body требуется около часа.
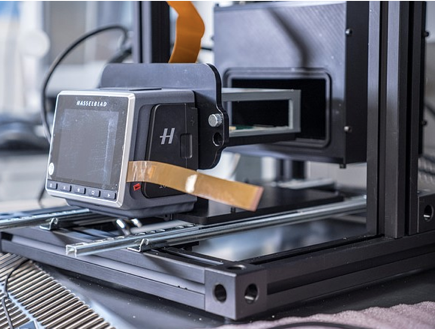
Механические испытания X1D
После сборки камеры проходят ряд механических и системных испытаний, чтобы убедиться в их правильной работе. Операторы делают серию снимков с каждой моделью и, кроме всего прочего, проверяют аудиосистему.

Техник, глядя в длинную темную коробку, проверяет, не просачивается ли свет со стороны задней ЖК-панели.

Профилирование X1D
Цветовой отклик записывается и регулируется таким образом, чтобы камера воспроизводила фирменный набор цветов «Hasselblad Color». Как и в случае с H6D, каждый корпус X1D имеет собственную калибровку, которая загружается во внутреннюю память. Вот почему камера запускается за пару секунд, а не мгновенно.
Каждая камера делает около 700 снимков в процессе калибровки.

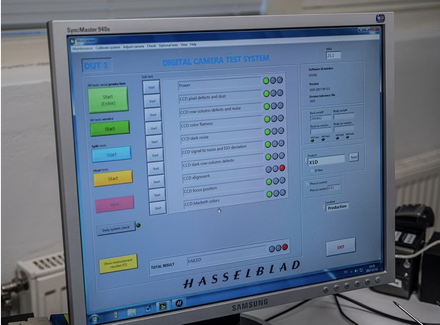
Здесь X1D калибруется, и монитор показывает характеристики, которые подлежат контролю. Как видно, в этом примере датчик (который является CMOS, а не CCD, как отмечено) не попадает в пределы допусков, поэтому он будет отрегулирован.
Финальные проверки и чистка
Последняя часть процесса включает в себя яркий свет и мощное увеличительное стекло. Леди лично осматривает каждую модель, которая покидает фабрику, на наличие грязи, пыли и следов. Она очень тщательно очищает каждую камеру, натирает и полирует, до тех пор, пока она не будет довольна, и камеру можно будет положить в коробку.

X1D готовится к концу процесса производства и проверки, а затем упаковывается и отправляется клиентам по всему миру.

Автор: Damien Demolder